این مقاله مروری دقیق بر آسترهای آسیاب گلولهای، اجزای مقاوم در برابر سایش حیاتی که بر روی دیواره داخلی سیلندر و پوششهای انتهایی نصب میشوند، ارائه میدهد. این آسترها از سیلندر و پوششهای انتهایی در برابر ضربه محیط سنگزنی و سایش مواد محافظت میکنند، راندمان سنگزنی را از طریق طراحیهای سطحی خاص افزایش میدهند و چسبندگی مواد را کاهش میدهند. آنها به مقاومت در برابر سایش بالا، چقرمگی کافی و عملکرد مناسب اتصالات نیاز دارند، با مواد رایج از جمله فولاد منگنز بالای ZGMn13 (چقرمگی عالی پس از سخت شدن در آب)، چدن کروم بالا (مقاومت در برابر سایش عالی) و کامپوزیتهای دو فلزی (تعادل چقرمگی و مقاومت در برابر سایش).
مقدمهای مفصل، فرآیند تولید و فرآیند بازرسی آسترهای آسیاب گلولهای
I. عملکردها و ویژگیهای ساختاری آسترهای آسیاب گلولهای
آسترهای آسیاب گلولهای اجزای مقاوم در برابر سایش هستند که بر روی دیواره داخلی سیلندر و قسمت داخلی پوششهای انتهایی نصب میشوند. آنها مستقیماً با واسطههای سنگزنی (گلولههای فولادی، قطعات فولادی) و مواد در تماس هستند و به عنوان یک مانع محافظ برای عملکرد کارآمد آسیاب عمل میکنند. وظایف اصلی آنها عبارتند از: محافظت از سیلندر و پوششهای انتهایی در برابر ضربه و سایش توسط مواد سنگزنی، افزایش راندمان سنگ زنی از طریق شکل های سطحی ویژه (مثلاً افزایش احتمال تماس بین محیط و مواد) و کاهش چسبندگی و تجمع مواد در داخل سیلندرعملکرد و طول عمر آسترها مستقیماً بر هزینه نگهداری و راندمان تولید آسیابهای گلولهای تأثیر میگذارد.
الزامات عملکرد اصلی:
مقاومت بالا در برابر سایشمقاومت در برابر ضربه با فرکانس بالا از گلولههای فولادی (نیروی ضربه تا هزاران نیوتن) و سایش مداوم از مواد، که نیاز به عمر مفید ≥8000 ساعت دارد؛
استحکام کافیجلوگیری از شکستگی ترد در اثر ضربه ساچمه فولادی (چقرمگی ضربه ≥20J/سانتیمتر²)؛
تناسب خوبفاصله بین دیواره داخلی سیلندر و پوسته خارجی سیلندر باید کمتر یا مساوی ۱ میلیمتر باشد تا از سایش ثانویه ناشی از شل بودن در حین کار جلوگیری شود.
سهولت تعویضوزن متوسط (کمتر یا مساوی ۵۰ کیلوگرم به ازای هر قطعه، تا ۱۰۰ کیلوگرم برای آسیابهای بزرگ) برای جداسازی و تعویض منظم.
ویژگیهای سازهای و مصالح:
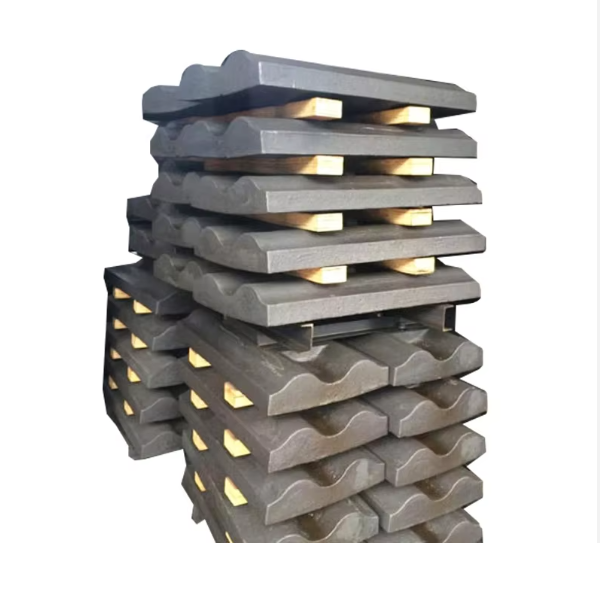
انواع سازه: بر اساس شکل به صورت زیر طبقه بندی می شود آسترهای تخت (برای مقاطع سنگزنی درشت، با سطوح صاف)، آسترهای موجدار (افزایش ارتفاع بالابری واسطه، مناسب برای بخشهای سنگزنی ریز) و آسترهای پلهای (کاهش لغزش واسطه، که معمولاً در آسیابهای شبکهای استفاده میشود). بر اساس موقعیت نصب طبقهبندی میشوند: بوشهای سیلندر و آسترهای پوشش انتهایی (آسترهای پوشش انتهایی اکثراً به شکل بادبزنی هستند تا با انحنای پوشش انتهایی مطابقت داشته باشند).
مواد اصلی:
فولاد منگنز بالا (ZGMn13): رایجترین کاربرد. پس از سخت شدن در آب، چقرمگی عالی (چقرمگی ضربه ≥150J/سانتیمتر²) دارد و سطح آن تحت ضربه سخت میشود (سختی تا 300-400HBW)، مناسب برای شرایط کار با سنگ سخت و ساچمههای فولادی بزرگ؛
چدن پر کروم (KmTBCr20Mo)۲ تا ۳ برابر مقاومتر در برابر سایش نسبت به فولاد پر منگنز (سختی ≥۵۸HRC) اما با چقرمگی کمتر (چقرمگی ضربه ۱۰ تا ۲۰ ژول بر سانتیمتر مربع)، مناسب برای شرایط سنگزنی ریز و کمضربه (مثلاً آسیابهای سیمان)؛
آسترهای کامپوزیتی دو فلزیپایه فولاد کربنی (تضمین کننده استحکام) با سطح کار چدن کروم بالا (افزایش مقاومت در برابر سایش)، ترکیبی از مزایای هر دو ماده، مناسب برای شرایط کاری پیچیده.
دوم. فرآیند تولید آسترهای آسیاب گلولهای (به عنوان مثال، آسترهای فولادی منگنز بالای ZGMn13)
۱. انتخاب مواد اولیه و ذوب
کنترل ترکیب شیمیایی: کاملاً مطابق با استانداردهای ZGMn13 (C 1.0-1.4%، منگنز 11-14%، سی ≤0.8%، P ≤0.07%، S ≤0.05%)، با نسبت منگنز/C ≥10 (برای اطمینان از اثر سفت شدن در برابر آب)؛
فرآیند ذوب:
در کوره القایی فرکانس متوسط ذوب کنید، تا دمای ۱۵۰۰ تا ۱۵۵۰ درجه سانتیگراد گرم کنید و به مدت ۳۰ دقیقه نگه دارید تا ترکیب همگن شود.
اکسیداسیون زدایی: برای حذف اکسیژن و جلوگیری از نقص حفره گازی، فروسیلیسیم (0.5%) و شمش آلومینیوم (0.1%) اضافه کنید.
برای جلوگیری از درشت شدن دانهها، دمای قلاویزکاری را بین ۱۴۵۰ تا ۱۴۸۰ درجه سانتیگراد کنترل کنید.
۲. ریختهگری و شکلدهی (فرآیند کلیدی)
طراحی قالباز قالبهای ماسهای رزینی (سطح پوشش داده شده با رنگ پودری زیرکن، ضخامت ≥1 میلیمتر)، با اندازه حفره قالب 3-5٪ بزرگتر از محصول نهایی (بدون انقباض) و خیزهای مناسب (نرخ تغذیه ≥15٪) استفاده کنید.
فرآیند ریختن:
دمای ریختن ۱۳۸۰-۱۴۲۰ درجه سانتیگراد، با استفاده از ریختن از کف (برای جلوگیری از ورود سرباره)، با زمان ریختن کنترل شده ۳۰-۶۰ ثانیه برای هر قطعه؛
برای آسترهای بزرگ (وزن تکی ≥50 کیلوگرم)، از سیستم ریختن پلهای استفاده کنید تا از پر شدن پایدار فلز مذاب اطمینان حاصل شود.
تخلیه و تمیز کردنپس از خنک شدن قطعه ریختهگری تا زیر ۲۰۰ درجه سانتیگراد، آن را تکان دهید، و تیغههای برش را بردارید (با استفاده از برش با گاز، ۱۰ میلیمتر از بدنه را برای سنگزنی بعدی باقی بگذارید).
۳. عملیات سختکاری با آب (فرآیند ماهیچه برای فولاد پر منگنز)
گرمایش: قطعه ریختهگری شده را به آرامی تا دمای 1050-1100 درجه سانتیگراد (نرخ گرمایش ≤100 درجه سانتیگراد در ساعت) گرم کنید، به مدت 2 تا 4 ساعت (بسته به ضخامت، 1 ساعت به ازای هر 25 میلیمتر) در این دما نگه دارید و از انحلال کامل کاربیدها در آستنیت اطمینان حاصل کنید.
کوئنچ در آب: قطعه ریختهگری شده را به سرعت در آب (دمای آب ≤30℃) با سرعت خنکسازی ≥50℃/s غوطهور کنید تا دمای هسته به زیر 200℃ کاهش یابد و از رسوب کاربید جلوگیری شود.
بازرسی: سختی پس از سخت شدن در آب ≤230HBW، ساختار متالوگرافی آستنیت تکی (بدون کاربیدهای شبکهای) است.
۴. ماشینکاری
ماشینکاری خشنپشت آستر (سطح اتصال به سیلندر) را فرزکاری کنید تا به صافی ≤1 میلیمتر بر متر برسید و 1 میلیمتر را به عنوان جای خالی در نظر بگیرید.
ماشینکاری نهایی:
سطح اتصال را تا زبری را ≤6.3μm صیقل دهید و مطمئن شوید که سطح تماس با سیلندر ≥80% است.
سوراخکاری: سوراخهای پیچ و مهره ثابت کننده ماشینی (دیافراگم φ20-φ30 میلیمتر) با انحراف موقعیت ±0.5 میلیمتر و عمود بودن سوراخ ≤0.1 میلیمتر/100 میلیمتر؛
پخ زدن: برای جلوگیری از تمرکز تنش، تمام لبهها را تا R≥3 میلیمتر گرد کنید.
۵. عملیات سطحی و علامتگذاری
تمیز کردن: سطح کار را با سندبلاست (زبری Ra12.5μm) تمیز کنید تا رسوبات اکسیدی از بین بروند.
علامتگذاری: سطوح غیرکاری را با استفاده از مواد (ZGMn13)، شماره دسته، وزن و تاریخ تولید مهر کنید.
جلوگیری از زنگ زدگی: سطوح غیر قابل استفاده را با رنگ ضد زنگ (با ضخامت ≥40 میکرومتر) بپوشانید و سوراخ پیچها را با درپوش لاستیکی بپوشانید.
سوم. فرآیند بازرسی آسترهای آسیاب گلولهای
۱. بازرسی مواد اولیه و ذوب
آنالیز شیمیایی قبل از کوره: آنالیز طیفی برای تشخیص محتوای کربن و منگنز (با اطمینان از نسبت منگنز/کربن ≥10)، با محتوای فسفر و گوگرد ≤ حد بالای استاندارد؛
سوابق ذوب: دمای ذوب و میزان افزودن اکسیدزدا را بررسی کنید تا از انطباق با الزامات فرآیند اطمینان حاصل شود.
2. بازرسی کیفیت ریختهگری
بازرسی بصری: بدون ترک، سوراخ انقباضی یا نقص در اجرا، با عمق بسته شدن سرد ≤1 میلیمتر؛
بازرسی ابعادی: انحراف طول و عرض (±۲ میلیمتر) و انحراف ضخامت (±۱ میلیمتر) را با متر نواری و الگو اندازهگیری کنید.
آزمایش غیرمخرب: آزمایش اولتراسونیک (دانشگاه یو تی) 100٪ برای آسترهای بزرگ (مطابق با استاندارد جی بی/T 7260 درجه دوم)، بدون نقص معادل ≥φ3 میلیمتر.
۳. بازرسی کیفیت سخت شدن آب
آزمایش سختی: سطح کار را با دستگاه سختیسنج برینل (اچ بی دبلیو 180-230) با انحراف اندازهگیری چند نقطهای ≤20HBW روی همان قطعه کار اندازهگیری کنید.
آنالیز متالوگرافی: بررسی نمونه ریزساختار (ماتریس آستنیتی، بدون رسوب کاربید) با اندازه دانه ≥5؛
آزمایش ضربه: آزمایش ضربه در دمای اتاق را روی نمونههایی (αk ≥150J/سانتیمتر²) انجام دهید، که شکستگی آنها نشان دهنده شکست نرم (فیبری) باشد.
۴. بازرسی نهایی محصولات نهایی
تست تناسب: آستر را روی یک صفحه تخت استاندارد قرار دهید، حداکثر فاصله را با یک فیلر ≤0.5 میلیمتر بررسی کنید.
بازرسی سوراخ پیچ: از گیجها برای بررسی تلرانس دهانه (H12) و موقعیت استفاده کنید تا مطمئن شوید پیچها میتوانند آزادانه وارد شوند.
نصب آزمایشی: به طور تصادفی 3 بوش را برای نصب آزمایشی با سیلندر انتخاب کنید، محکم بودن و عدم شل بودن آنها را بررسی کنید.
با کنترل دقیق کیفیت سخت شدن در آب و عیوب ریختهگری، آسترهای ZGMn13 میتوانند در شرایط ضربه متوسط به طول عمر 8000 تا 12000 ساعت دست یابند، در حالی که آسترهای چدنی پرکروم میتوانند در محیطهای سنگزنی ریز با ضربه کم به بیش از 15000 ساعت برسند. انتخاب باید بر اساس سختی ماده و اندازه محیط سنگزنی باشد.