این مقاله به جزئیات پینیون آسیاب گلولهای، یک جزء اصلی انتقال نیرو که با چرخدنده بول برای به حرکت درآوردن سیلندر درگیر میشود و به استحکام، دقت، چقرمگی و مقاومت در برابر سایش بالایی نیاز دارد، میپردازد و 20CrMnTi را به عنوان ماده رایج در آن به کار میبرد. این مقاله فرآیند تولید پینیونهای 20CrMnTi را شرح میدهد، از جمله آهنگری خام، پرداخت خشن/نیمهپرداخت (تراشکاری، فرزکاری)، عملیات حرارتی کربندهی، ماشینکاری دقیق (سنگزنی دندانه، سنگزنی پایه) و مونتاژ. علاوه بر این، رویههای بازرسی جامعی را که شامل مواد اولیه (ترکیب، کیفیت آهنگری)، عملیات حرارتی (سختی، لایه کربندهی شده)، دقت دندانه (انحراف گام، انحراف) و آزمایشهای نهایی (کیفیت سطح، عملکرد مشبندی، تعادل دینامیکی) میشود، مشخص میکند. این موارد تضمین میکنند که پینیون الزامات راندمان انتقال نیرو (≥95٪) و عمر مفید (2-3 سال) را برآورده میکند و از عملکرد پایدار آسیاب گلولهای پشتیبانی میکند.
مقدمهای مفصل، فرآیند تولید و فرآیند بازرسی پینیونهای آسیاب گلولهای
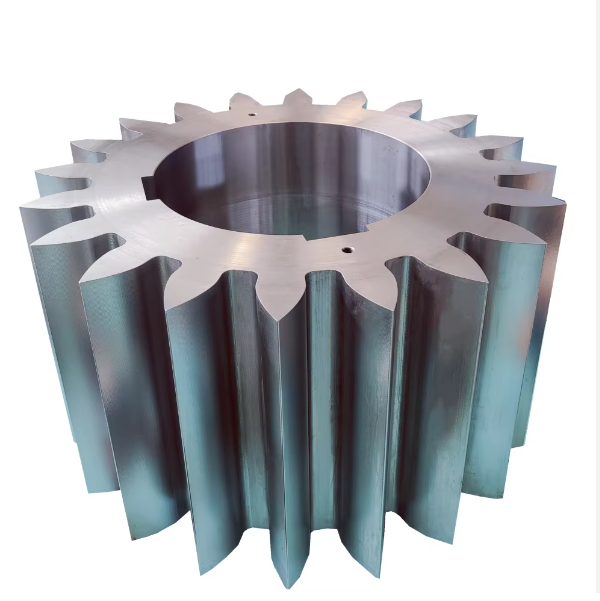
I. عملکردها و ویژگیهای ساختاری پینیونهای آسیاب گلولهای
پینیون آسیاب گلولهای یکی از اجزای اصلی سیستم انتقال قدرت است. این پینیون با چرخدنده عمودی (که روی سیلندر ثابت شده است) درگیر میشود تا نیرو را از موتور به سیلندر از طریق کاهنده منتقل کند و سیلندر را به چرخش درآورد (معمولاً با سرعت ۱۵ تا ۳۰ دور در دقیقه). به عنوان یک چرخدنده پرسرعت (که سریعتر از چرخدنده عمودی میچرخد)، این چرخدنده مستقیماً ضربات و گشتاور درگیر را تحمل میکند، بنابراین به خواص زیر نیاز دارد:
استحکام بالاقابلیت تحمل گشتاور از دهها هزار تا صدها هزار نیوتن متر، با سختی سطح دندانه بالا (≥55HRC) برای مقاومت در برابر سایش؛
دقت بالاحداقل خطای پروفیل دندانه (≤درجه 6 به ازای هر گیگابایت/T 10095) برای اطمینان از درگیری روان با چرخدنده بول، کاهش لرزش و سر و صدا؛
چقرمگی خوبهسته دندانه باید چقرمگی متوسطی (سختی 25-35HRC) داشته باشد تا از شکستگی ناشی از ضربه جلوگیری شود.
مقاومت در برابر سایشسطح دندانه برای افزایش طول عمر (معمولاً ≥10000 ساعت) نیاز به عملیات سختکاری (مثلاً کربندهی، کوئنچ) دارد.
از نظر ساختاری، عمدتاً یک چرخ دنده استوانه ای مستقیم یا مارپیچدندانههای صاف در آسیابهای گلولهای کوچک و متوسط (که ماشینکاری آنها سادهتر است) رایج هستند، در حالی که دندانههای مارپیچ در آسیابهای بزرگ (با شبکهبندی صافتر و ظرفیت بار بالاتر) ترجیح داده میشوند. این ماژول معمولاً بین ۸ تا ۳۰ میلیمتر و با ۱۵ تا ۳۰ دندانه است.
دوم. فرآیند تولید پینیونهای آسیاب گلولهای (با در نظر گرفتن چرخدندههای کاربوریزه شده 20CrMnTi به عنوان مثال)
20CrMnTi به دلیل عملکرد عالی در کربوره کردن (عمق پوسته 1.5-3 میلی متر) ماده ای رایج برای ساخت پینیون ها است. فرآیند تولید آن به شرح زیر است:
1. آهنگری خام
مواد اولیهفولاد گرد 20CrMnTi با ابعاد φ100-300 میلیمتر انتخاب شده و آنالیز طیفی ترکیب آن را تأیید میکند (C 0.17-0.23٪، کروم 1.0-1.3٪، منگنز 0.8-1.1٪).
آهنگریتا دمای ۱۱۰۰ تا ۱۱۵۰ درجه سانتیگراد حرارت دهید، سپس با آهنگری قالبی به قطعات چرخدنده تبدیل کنید (با فاصله ماشینکاری ۵ تا ۸ میلیمتر). پس از آهنگری، آن را نرمالیزه کنید (۹۲۰ درجه سانتیگراد × ۲ ساعت، خنکشده با هوا) تا دانهها اصلاح شوند و سختی به ۱۸۰ تا ۲۲۰ هکتار وزن خشک کاهش یابد.
۲. ماشینکاری خشن و نیمه پرداخت
تراشکاری خشنماشینهای تراش سی ان سی دایره بیرونی، سطوح انتهایی و سوراخ داخلی (سوراخ شفت یا سوراخ توپی) را تراش میدهند و 3 تا 5 میلیمتر جای خالی باقی میگذارند.
هوبینگ دندهپروفیلهای دندانه (ماژول ۸-۳۰ میلیمتر) را با استفاده از دستگاه فرزکاری چرخدنده، با در نظر گرفتن ۰.۵-۱ میلیمتر فاصله برای کربندهی و سنگزنی، به صورت تقریبی برش دهید.
سوراخکاری و فرزکاری: شیارهای ماشین و سوراخهای پیچ (برای چرخدندههای دو تکه) با تلرانس موقعیتی ±0.1 میلیمتر.
۳. کربندهی و عملیات حرارتی
کربندهیکربندهی در کوره کربندهی گودالی در دمای 920 تا 940 درجه سانتیگراد به مدت 8 تا 16 ساعت (بسته به عمق محفظه تنظیم میشود)، با محتوای کربن سطحی 0.8 تا 1.2 درصد؛
کوئنچینگ + تمپر کردن در دمای پایینپس از کربندهی، تا دمای ۸۵۰ درجه سانتیگراد خنک شده و در روغن کوئنچ شود (سختی سطح دندانه ۵۸-۶۲ راکول)، سپس به مدت ۲ ساعت در دمای ۱۸۰-۲۰۰ درجه سانتیگراد بازپخت شود تا تنشزدایی شده و ابعاد تثبیت شوند.
۴. ماشینکاری نهایی
ساییدگی سطح دندان: سنگ زنی دقیق پروفیلهای دندانه با استفاده از دستگاه سنگ زنی چرخ حلزونی، با اطمینان از خطای گام تجمعی ≤0.05mm/100mm، زبری سطح دندانه را≤0.8μm؛
آسیاب کردن خرماسوراخ داخلی (با تلرانس آی تی۶) و سرپیچ (تداخل با یاتاقانها، تداخل 0.01-0.03 میلیمتر) را با عمود بودن سطح انتهایی ≤0.01 میلیمتر/100 میلیمتر سنگزنی کنید.
هونینگچرخدندههای با دقت بالا (را≤0.4μm) را برای کاهش نویز درگیری (≤85dB) سنگزنی کنید.
5. عملیات سطحی و مونتاژ
سطوح غیر دندانه برای زنگزدایی سندبلاست میشوند، سپس با رنگ ضد زنگ (ضخامت ≥60μm) پوشش داده میشوند.
با شفت یا توپی، فیت انقباضی (تداخلی) ایجاد کنید و پس از خنک شدن، میزان انحراف شعاعی (≤0.03 میلیمتر) را بررسی کنید.
سوم. فرآیند بازرسی پینیونهای آسیاب گلولهای
بازرسی مطابق با گیگابایت/T 10095 انجام میشود دقت چرخدندههای استوانهای گستران و جی بی/T 6396 چرخ دنده های بزرگ و آهنگری حلقه چرخ دنده، با مراحل کلیدی به شرح زیر:
۱. بازرسی مواد اولیه و آهنگری
آنالیز طیفی، ترکیب 20CrMnTi (محتوای کروم و منگنز تایید شده) را تایید میکند.
قطعات آهنگری شده تحت بازرسی دانشگاه یو تی (دارای گواهینامه درجه یک) قرار میگیرند و هیچگونه ترک داخلی یا انقباضی ندارند؛ آزمایشهای کششی، استحکام کششی ≥1080MPa را تأیید میکنند.
۲. بازرسی عملیات حرارتی
سختی سطح دندان: اندازهگیری شده با دستگاه سختیسنج راکول (۵۸-۶۲HRC)؛ سختی هسته (۳ میلیمتر زیر سطح) ۲۵-۳۵HRC؛
بازرسی لایه کربوریزه: آنالیز متالوگرافی عمق مؤثر پوسته (1.5-3 میلیمتر) را با درجه مارتنزیت در لایه سخت شده ≤3 اندازهگیری میکند.
۳. بررسی دقت پروفیل دندانه
آزمایشهای مرکز اندازهگیری چرخدنده: انحراف گام ≤±0.015 میلیمتر، خطای جهت دندانه ≤0.01 میلیمتر/100 میلیمتر، انحراف کل پروفیل ≤0.02 میلیمتر؛
میزان انحراف شعاعی: با دستگاه تست انحراف چرخدنده اندازهگیری میشود (≤0.03 میلیمتر برای حلقه چرخدنده).
۴. بازرسی نهایی محصولات نهایی
کیفیت سطح: بازرسی پی تی سطوح دندانه (بدون ترک یا حفره)؛ فیله ریشه دندانه R≥1.5 میلیمتر (برای جلوگیری از تمرکز تنش)؛
آزمایش مشبندی: با یک نمونه چرخدنده گاو نر مشبندی کنید و به مدت ۱ ساعت بدون حرکت درجا، بدون هیچ صدای غیرعادی و نقاط تماس (≥۶۰٪ در امتداد ارتفاع دندانه، ≥۷۰٪ در امتداد طول دندانه) کار کنید.
بالانس دینامیکی: برای سرعتهای چرخشی ≥300r/دقیقه، عدم بالانس ≤20g·میلیمتر/کیلوگرم.
با کنترل دقیق دقت پروفیل دندانه، کیفیت کربوریزاسیون و تلرانسهای مونتاژ، پینیونها میتوانند راندمان انتقال قدرت آسیاب گلولهای ≥95٪ و عمر مفید 2-3 سال (بسته به شرایط کاری) را تضمین کنند.