این مقاله جزئیات بلوکهای یاتاقان آسیاب گلولهای را شرح میدهد که بارهای شعاعی/محوری را تحمل میکنند، پایداری شفت را تضمین میکنند و از موادی مانند HT300، کیوتی۴۵۰-10 یا Q355B بهره میبرند. این مقاله فرآیندهای تولید برای انواع ریختهگری (قالبگیری، ریختن، پیرسازی، ماشینکاری) و جوشکاری شده (خالیکاری، جوشکاری، ماشینکاری) را پوشش میدهد، به علاوه بازرسیهای کامل فرآیند (مواد اولیه، خالیکاریها، در حین فرآیند، محصولات نهایی) را برای تضمین دقت ابعادی، استحکام و قابلیت اطمینان، و برآورده کردن نیازهای عملیاتی مداوم و بار سنگین، پوشش میدهد.
مقدمهای مفصل بر بلوکهای یاتاقان آسیاب گلولهای و فرآیندهای تولید و بازرسی آنها
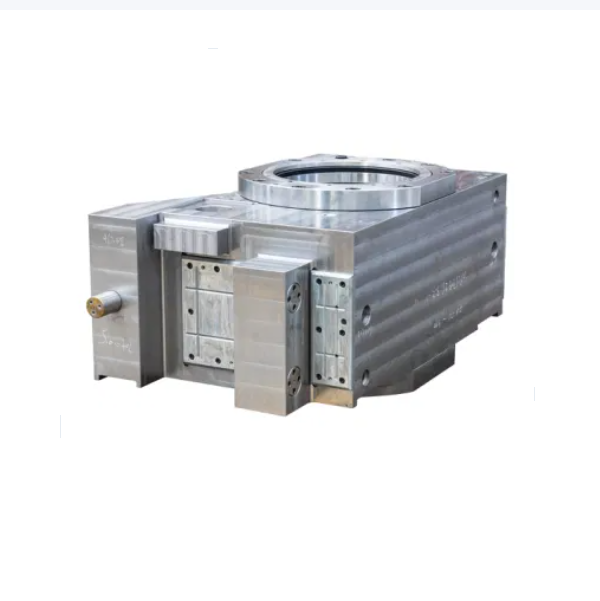
I. بررسی اجمالی و ویژگیهای ساختاری بلوکهای یاتاقان آسیاب گلولهای
بلوک یاتاقان آسیاب گلولهای یک جزء اصلی است که چرخش سیلندر آسیاب را پشتیبانی میکند. وظیفه اصلی آن ... یاتاقان را ثابت نگه دارید، بارهای شعاعی و محوری ناشی از سیلندر و مواد داخلی را تحمل کنید و چرخش پایدار سیستم شفت (شفت توخالی) را تضمین کنید.عملکرد آن مستقیماً بر دقت عملکرد، پایداری و عمر مفید آسیاب گلولهای تأثیر میگذارد.
توابع اصلی:
تحمل بار: وزن کل سیلندر، محیط سنگزنی و مواد (تا دهها یا صدها تن) را تحمل میکند و بارهای ضربهای را در حین چرخش جذب میکند.
موقعیتیابی: از طریق همکاری با یاتاقان، هممحوری و دقت چرخشی شفت توخالی را تضمین میکند.
آببندی و روانکاری: کانالهای روانکاری و سازههای آببندی را برای روانکاری یاتاقانها و جلوگیری از ورود گرد و غبار و مایع خنککننده، یکپارچه میکند.
ویژگیهای ساختاری:
مواد: آسیابهای گلولهای کوچک و متوسط معمولاً از چدن خاکستری (HT300) (قابلیت ریختهگری عالی و جذب ضربه)؛ آسیابهای بزرگ یا سنگین چدن داکتیل (کیوتی۴۵۰-10) یا فولاد سازهای جوش داده شده (Q355B) (استحکام بالاتر).
انواع ساختاری: یکپارچه (کوچک تا متوسط) و دو تکه (بزرگ، برای نصب و نگهداری آسان). آنها معمولاً شامل سوراخهای نصب یاتاقان (تداخل با حلقههای بیرونی یاتاقان)، محل قرارگیری اسپیگاتها، سوراخهای پیچ، سوراخهای روانکاری و پرههای خنککننده هستند.
دوم. فرآیند تولید بلوکهای یاتاقان آسیاب گلولهای
بر اساس مواد، فرآیندهای تولید به دو دسته تقسیم میشوند ریختهگری (برای بلوکهای یاتاقان چدنی) و جوشکاری (برای بلوکهای یاتاقان فولادی)، با رویههای اصلی به شرح زیر:
(الف) بلوکهای یاتاقان ریختهگری شده (به عنوان مثال HT300)
طراحی قالب و ماهیچه سازی
قالبهای ماسهای (چوبی یا رزینی) بر اساس مدلهای سهبعدی و با میزان ماشینکاری مجاز ۳ تا ۵ میلیمتر ساخته میشوند. رایزرها طوری طراحی شدهاند که از ایجاد حفرههای ناشی از انقباض جلوگیری کنند؛
نواحی بحرانی (مثلاً سوراخهای یاتاقان) برای اطمینان از دقت ابعادی، از ماهیچهسازی جعبه سرد استفاده میکنند.
ریختن در دمای ۱۳۸۰-۱۴۵۰ درجه سانتیگراد با استفاده از ریختن مرحلهای برای کاهش تمرکز تنش و اطمینان از چگالی ریختهگری.
درمان پیری
قطعات ریختهگری شده به مدت ۲ تا ۴ هفته تحت فرآیند پیرسازی طبیعی (یا پیرسازی مصنوعی: ۲۰۰ تا ۲۵۰ درجه سانتیگراد به مدت ۸ ساعت) قرار میگیرند تا تنش ریختهگری از بین رفته و از تغییر شکل ماشینکاری بعدی جلوگیری شود.
ماشینکاری خشن
ماشینهای تراش یا بورینگ سی ان سی سوراخهای یاتاقان (با در نظر گرفتن ۲-۳ میلیمتر فضای اضافی پرداخت)، سطوح انتهایی و محل قرارگیری اسپیگاتها را پردازش میکنند و از صافی سطوح مبنا با دقت ≤۰.۱ میلیمتر/۱۰۰ میلیمتر اطمینان حاصل میکنند.
نیمه پرداخت و کهنه سازی ثانویه
تراشکاری دایرههای بیرونی و سطوح انتهایی را تمام کنید و ۱ تا ۱.۵ میلیمتر جای سنگزنی باقی بگذارید؛
پیرسازی ثانویه (۱۸۰-۲۲۰ درجه سانتیگراد به مدت ۴ ساعت) برای تثبیت بیشتر ابعاد.
ماشینکاری نهایی
سوراخهای بلبرینگ با مته پرداختکاری سی ان سی: درجه تلرانس آی تی۶، زبری سطح را≤1.6μm، گردی ≤0.01 میلیمتر، استوانهای بودن ≤0.015 میلیمتر/100 میلیمتر؛
دستگاه سنگزنی سطح، سطوح انتهایی توپی را پیدا میکند: صافی ≤0.03 میلیمتر/100 میلیمتر، عمود بودن بر محور سوراخ یاتاقان ≤0.02 میلیمتر/100 میلیمتر؛
سوراخهای روانکاری متهکاری و قلاویزکاری و سوراخهای اتصال: دقت رزوه 6H، تلرانس موقعیت سوراخ ±0.1 میلیمتر.
(ب) بلوکهای یاتاقان جوش داده شده (به عنوان مثال Q355B)
خالی کردن و شکل دادن
برش سی ان سی برای برش ورق (ضخامت ورق ≥20 میلیمتر). نواحی سوراخ یاتاقان با فلنجهای فولادی آهنگری شده (فولاد 20#) به هم متصل میشوند تا استحکام تحمل بار افزایش یابد.
فرآیند جوشکاری
روش جوشکاری: جوشکاری قوسی زیرپودری یا جوشکاری قوسی با گاز محافظ، با شیارهای جوش V شکل (زاویه ۶۰ درجه)؛
ترتیب جوشکاری: ابتدا نواحی کمتنش و سپس جوشهای اصلی را با استفاده از جوشکاری لایهای (ضخامت هر لایه ≤5 میلیمتر) جوش دهید. چکشکاری پس از جوشکاری برای آزادسازی تنش؛
عملیات پس از جوشکاری: آنیل تنشزدایی در دمای ۳۰۰ درجه سانتیگراد به مدت ۶ ساعت برای از بین بردن تنش جوشکاری (جلوگیری از ترک خوردگی).
ماشینکاری
مراحل ماشینکاری خشن، پیرسازی ثانویه و ماشینکاری نهایی مشابه بلوکهای یاتاقان ریختهگری شده را دنبال میکند، اما سطوح جوش داده شده ابتدا باید صاف شوند (زبری سطح را≤12.5μm).
بازرسی کل فرآیند تولید را پوشش میدهد تا از دقت ابعادی، خواص مکانیکی و قابلیت اطمینان عملیاتی اطمینان حاصل شود:
(الف) بازرسی مواد اولیه و مواد اولیه
بازرسی مواد:
قطعات چدنی: آنالیز طیفی برای تأیید ترکیب شیمیایی (مثلاً محتوای کربن و سیلیسیم در HT300) و آزمایش کشش برای بررسی استحکام کششی ≥300MPa؛
قطعات جوش داده شده: گواهیهای صفحات فولادی را تأیید کنید؛ فلنجهای آهنگری شده تحت بازرسی دانشگاه یو تی (مطابق با جی بی/T 5000.15 کلاس دوم) قرار میگیرند.
بازرسی نقص خالی:
قطعات ریختهگری شده: بازرسی تن (بدون ترک سطحی یا انقباض)، با تمرکز بر سوراخهای یاتاقان (بدون منافذ ≥φ3 میلیمتر)؛
قطعات جوشکاری شده: بازرسی ۱۰۰٪ دانشگاه یو تی برای جوشها (بدون ذوب ناقص یا ناخالصیهای سرباره) و بازرسی تن (بدون ترکهای سطحی).
(ب) بازرسی در حین فرآیند (گرههای کلیدی)
پس از ماشینکاری خشن:
قطر سوراخ یاتاقان (با خطای یکنواخت) و قطر توپی (با خطای ±0.5 میلیمتر) را با استفاده از کولیس ورنیه یا سی ام ام بررسی کنید.
پس از عملیات حرارتی:
تست سختی: تستر سختی برینل برای چدن (180-240HBW) و قطعات جوش داده شده آنیل شده (≤220HBW).
پس از اتمام ماشینکاری:
دقت ابعادی: سی ام ام قطر سوراخ یاتاقان (تلرانس آی تی۶)، گردی (≤0.008 میلیمتر) و استوانهای بودن (≤0.01 میلیمتر/100 میلیمتر) را اندازهگیری میکند.
تلرانس هندسی: نشانگر عقربهای، عمود بودن سطح انتهای نری بر محور سوراخ یاتاقان را بررسی میکند (≤0.02 میلیمتر/100 میلیمتر)؛
کیفیت سطح: پروفیلمتر، زبری سوراخ یاتاقان (را≤1.6μm) را تأیید میکند؛ بازرسی بصری برای عدم وجود خراش یا پلیسه انجام میشود.
(ج) بازرسی نهایی محصول
بازرسی سازگاری مونتاژ:
تناسب سوراخ یاتاقان: گیج فیلر، تداخل را بررسی میکند (معمولاً 0.01-0.03 میلیمتر برای اطمینان از پایداری حلقه بیرونی یاتاقان)؛
موقعیت سوراخ پیچ: گیج، هم محوری سوراخهای اتصال با محل قرارگیری توپی (≤0.1 میلیمتر) را تأیید میکند.
بازرسی فشار و آببندی:
تست فشار سوراخ روغن کاری: هوای فشرده 0.5 مگاپاسکال به مدت 30 ثانیه، به همراه بررسی عدم نشتی با محلول صابون؛
آببندی کلی: شبیهسازی مونتاژ یاتاقان، پر کردن روغن (تا نصف سوراخ یاتاقان)، چرخش 10 دقیقهای و بررسی عدم نشتی.
بازرسی ظاهری:
رنگآمیزی سطح (پرایمر + لایه رویه، ضخامت کل ۶۰-۸۰ میکرومتر) بدون هیچ گونه رد یا پوستهریزی؛ علامتگذاری واضح (مدل، جنس).
چهارم. خلاصه
ساخت بلوکهای یاتاقان آسیاب گلولهای نیاز به ایجاد تعادل بین استحکام و دقت دارد. فرآیندهای ریختهگری، جذب ضربه را در اولویت قرار میدهند، در حالی که فرآیندهای جوشکاری بر ظرفیت تحمل بار سنگین تمرکز دارند. بازرسی دقیق (به ویژه برای دقت ابعادی و کنترل نقص) برای اطمینان از ظرفیت تحمل بار و طول عمر مفید بسیار مهم است. در عمل، پارامترهای فرآیند بر اساس مشخصات آسیاب (به عنوان مثال، ضخامت دیواره سوراخهای یاتاقان ≥50 میلیمتر برای آسیابهای ≥φ3m) تنظیم میشوند تا الزامات عملیات سنگین و مداوم را برآورده کنند.