معرفی دقیق سنگ شکن مخروطی سری سی اس
1. بررسی اجمالی و کاربرد سنگ شکن مخروطی سری سی اس
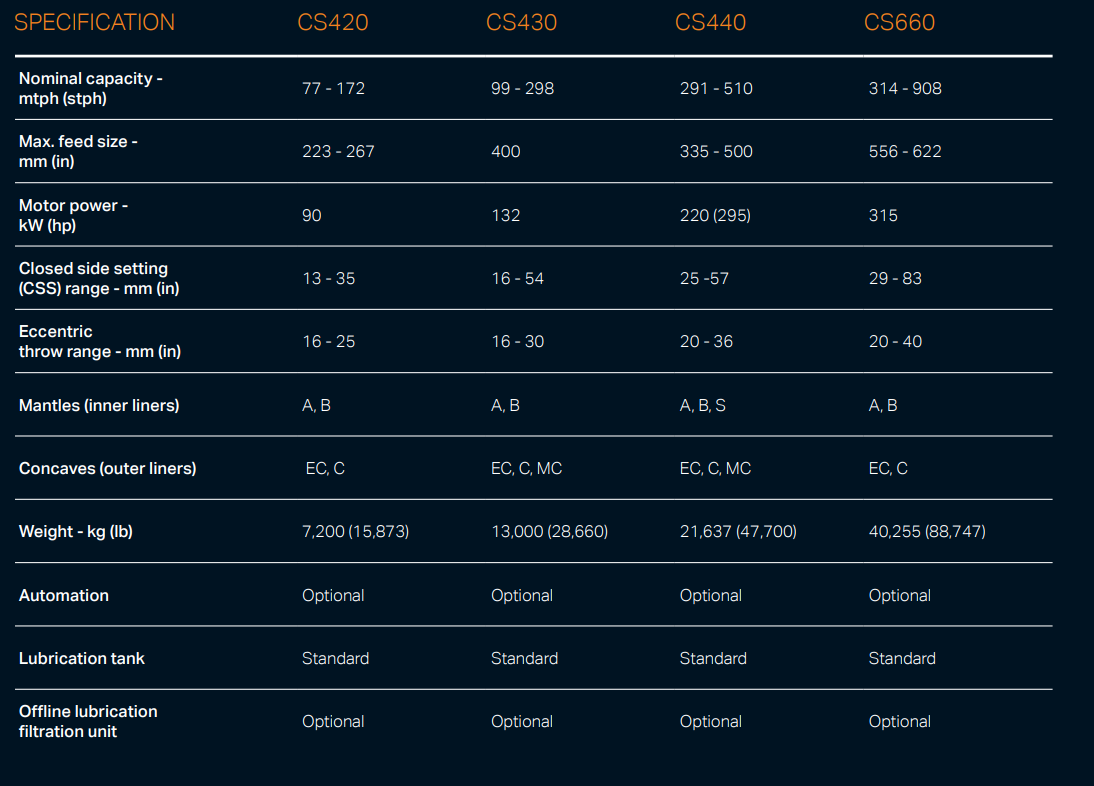
سنگ شکن مخروطی سری سی اس، نمونهای از سنگ شکنهای مخروطی فنری با عملکرد بالا، بر اساس اصول خردایش لایهای و مفهوم خردایش بیشتر و آسیاب کمتر طراحی شده است. این رویکرد طراحی، فرکانسهای نوسان بالا، هندسههای بهینه حفره و طول ضربه منطقی را با هم ترکیب میکند و مجموعهای از مزایای منحصر به فرد را به آن میبخشد.
این سنگ شکن کاربردهای گستردهای در طیف وسیعی از صنایع دارد. در کارخانههای شن و ماسه، سنگهای مختلف را به طور موثر برای تولید سنگدانههای دانهبندی شده فرآوری میکند. در عملیات معدن، چه استخراج سنگ آهن، سنگ مس یا سایر مواد معدنی ارزشمند، سنگ شکن مخروطی سری سی اس نقش محوری در کاهش اندازه سنگ معدن ایفا میکند. در معدن زغال سنگ، به خرد کردن زغال سنگ به اندازه ذرات مورد نظر برای حمل و نقل و فرآوری بیشتر کمک میکند. ایستگاههای اختلاط بتن برای تجزیه مواد اولیه به اجزای با اندازه مناسب برای تولید بتن به آن متکی هستند. کارخانههای ملات پودر خشک نیز از قابلیتهای خردایش دقیق آن بهرهمند میشوند. علاوه بر این، در فرآیندهای گوگردزدایی نیروگاهها و تولید ماسه کوارتز، سنگ شکن مخروطی سری سی اس یک دارایی ارزشمند است.
این دستگاه میتواند طیف متنوعی از مواد را با راندمان قابل توجهی خرد کند. سنگریزه، گرانیت، بازالت، سنگ آهن، سنگ آهک، کوارتز، دیاباز، سنگ طلا و سنگ مس از جمله مواد بسیاری هستند که میتوانند به طور موثر خرد شوند. تطبیقپذیری آن در فرآوری مواد، آن را به انتخابی محبوب در محیطهای صنعتی متعدد تبدیل کرده است.
2. ترکیب و ساختار سنگ شکن مخروطی سری سی اس
سنگ شکن مخروطی سری سی اس یک سیستم مکانیکی پیچیده اما بسیار هماهنگ است که از چندین جزء کلیدی تشکیل شده است:
۲.۱ مجموعه قاب اصلی
۲.۲ مجموعه خردایش
۲.۳ سیستم انتقال قدرت و رانندگی
۲.۴ سیستم هیدرولیک و کنترل
۲.۵ سیستم روانکاری و ضد گرد و غبار
۳. فرآیندهای ریختهگری برای اجزای کلیدی
۳.۱ قاب (ZG270 - 500/ZG35CrMo)
۳.۲ غلاف شفت خارج از مرکز (ZG35CrMo)
۳.۳ بدنه مخروطی متحرک (آهنگری ۴۲CrMo)
۴. فرآیندهای ماشینکاری
۴.۱ ماشینکاری قاب
۴.۲ ماشینکاری غلاف خارج از مرکز شفت
۴.۳ ماشینکاری مخروط متحرک
۵. فرآیندهای کنترل کیفیت
۶. فرآیند نصب















