مقدمه ای مفصل بر سنگ شکن مخروطی سری چ
1. بررسی اجمالی و کاربرد سنگ شکن مخروطی سری چ
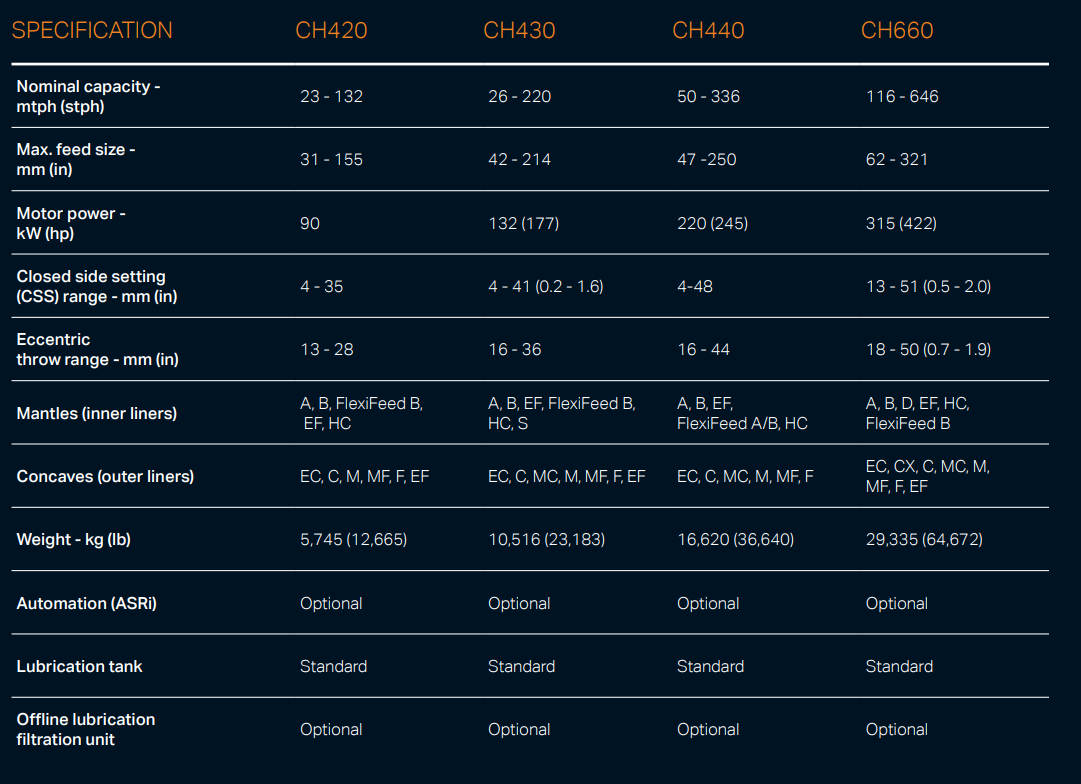
سنگ شکن مخروطی سری چ یک دستگاه خردایش با کارایی بالا در محدوده متوسط تا ریز است که برای مواد سخت و ساینده توسعه یافته و به طور گسترده در صنایع معدن، تولید سنگدانه و متالورژی مورد استفاده قرار میگیرد. این دستگاه فناوریهای پیشرفتهای مانند طراحی بهینه حفره، تنظیم هیدرولیکی و کنترل هوشمند را در خود جای داده است و دارای راندمان خردایش بالا (تا 2000 تن در ساعت)، حجم مکعبی عالی محصول (≥85٪) و سازگاری قوی با موادی مانند گرانیت، بازالت و سنگ معدن است.
اصل کار آن بر اساس خردایش لایه لایه است: موتور، غلاف محور خارج از مرکز را به چرخش در میآورد و باعث میشود مخروط متحرک به صورت دورهای نوسان کند. مواد بین مخروط متحرک و مخروط ثابت فشرده، خم و فشرده میشوند، به تدریج به ذرات یکنواخت خرد شده و از طریق دریچه تخلیه قابل تنظیم تخلیه میشوند. این سری شامل مدلهایی مانند CH430، CH660 و CH890 است که ظرفیتهای پردازش مختلفی را برای رفع نیازهای متنوع تولید پوشش میدهد.
2. ترکیب و ساختار سنگ شکن مخروطی سری چ
سنگ شکن مخروطی سری چ از مجموعه های هسته ای با هماهنگی دقیق تشکیل شده است که عملکرد پایدار و کارآمد را تضمین می کند:
۲.۱ مجموعه قاب اصلی
۲.۲ مجموعه خردایش
۲.۳ سیستم انتقال قدرت و رانندگی
۲.۴ سیستم هیدرولیک و کنترل
۲.۵ سیستم روانکاری و ضد گرد و غبار
۳. فرآیندهای ریختهگری برای اجزای کلیدی
۳.۱ فریم (ZG270-500/ZG35CrMo)
۳.۲ غلاف شفت خارج از مرکز (ZG35CrMo)
۳.۳ بدنه مخروطی متحرک (آهنگری ۴۲CrMo)
۴. فرآیندهای ماشینکاری
۴.۱ ماشینکاری قاب
۴.۲ ماشینکاری غلاف خارج از مرکز شفت
۴.۳ ماشینکاری مخروط متحرک
۵. فرآیندهای کنترل کیفیت
۶. فرآیند نصب
سنگ شکن مخروطی سری چ، از طریق تولید دقیق و کنترل کیفیت دقیق، عملکرد قابل اعتمادی را در عملیات خردایش در مقیاس بزرگ ارائه میدهد و راندمان بالا و کیفیت محصول را تضمین میکند.











